The Winning Formula for Bringing Daily Management Systems to Life
Many firms that experience great success with lean hold kaizen workshops to rapidly implement lean tools. It’s no secret, however, that many of these firms find that the improved system quickly reverts back to its non-lean state. The problem is that lean is a people-dependent system.

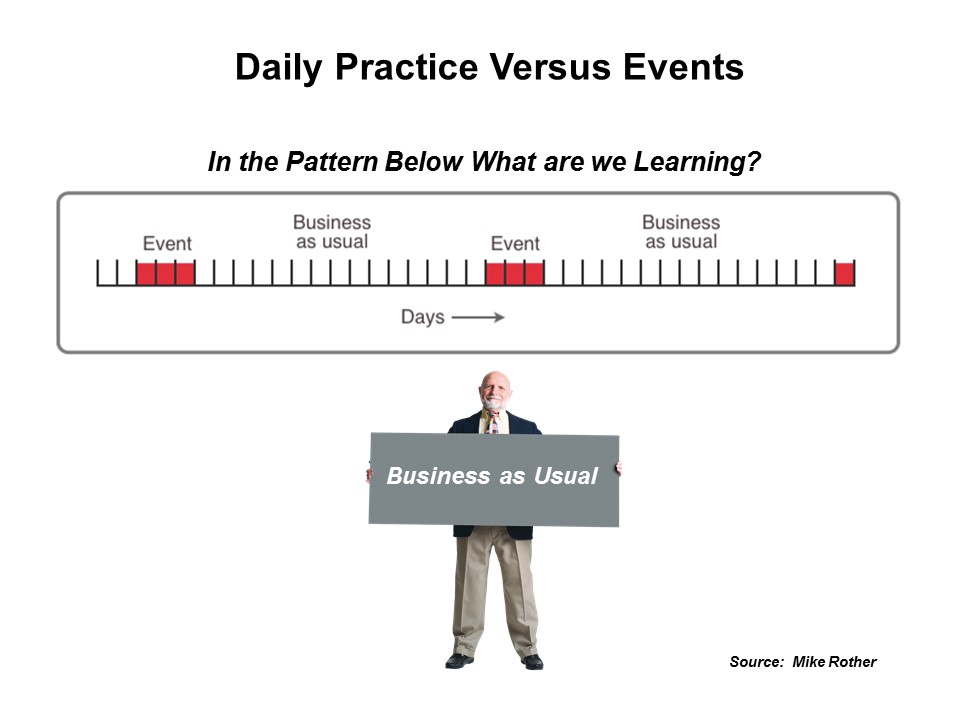
We are What We Practice
Many firms that experience great success with lean hold kaizen workshops to rapidly implement lean tools. It’s no secret, however, that many of these firms find that the improved system quickly reverts back to its non-lean state. The problem is that lean is a people-dependent system. All the lean tools, such as posting standard work, require people to use them daily and if they do not understand them, or care about them, the tools will quickly decay. We need to develop people so that they want to use the tools for daily improvement. This requires internal motivation. What we are really trying to accomplish is to develop people so they have the drive to improve toward clearly defined performance goals. We want to make improvement a habit. There is no tool that develops people, but there is a methodology that can aid in development often referred to as shop floor management, or daily management.
It is common to hear about Toyota’s daily huddles on the shop floor. At all levels in a large factory complex, such as the Georgetown, Ky. plant, meetings are held daily to review progress since yesterday and discuss what will be done between today and tomorrow. Visual aids are posted on walls or boards so that the accountable leader can point to the visuals as they discuss challenges, the current situation, and the next step. Simple red, yellow, and green indicators summarize whether improvement toward a target is in serious trouble, a bit late, or on track. That leads to assignments focusing on the red and yellow items.
The meetings are brief, ranging from 10 to 30 minutes. And, problems are rarely solved at the meeting. The purpose of the meeting is to get everyone on the same page and make roles and responsibilities clear for improvement activity in the next 24 hours. They also provide the foundation for leaders to coach and develop people. This led Toyota to call it the Floor Management Development System—to highlight that it is intended to develop people. Some have called these “pulse meetings,” as they provide the daily pulse for improvement. Without a system of daily improvement, activities take a back seat to the pressures of the day and a long list of to-do items pile up in a queue.
In rapid improvement approaches, there is typically a lot done in a workshop setting, followed by lengthy homework lists, which may never get done. Since people learn best when they are exposed to small bits of information followed by immediate practice, and then feedback from coaches, the rapid improvement approaches do little to change actual thinking and behavior. Since we develop behavior patterns through what our brain learns, and what we practice most frequently has the biggest impact, occasional interventions will have much less impact then our daily experiences.
Let’s consider how daily management has been used at Dana Holding Corporation.
Daily Management at Dana in a Crisis
In Dana’s case, this originated in a period of crisis. Dana is a multi-billion dollar global producer of truck powertrain chassis components and systems. We discuss their transformation, initially led by Gary Convis as CEO, in The Toyota Way to Lean Leadership.
In 2007, the year of the Great Recession, Gary accepted an assignment as interim CEO to help Dana successfully emerge from Chapter 11 bankruptcy. The results were phenomenal, leading to saving the company and posting one of the largest gains in shareholder value in automotive history—a 1365 percent jump in 2009.
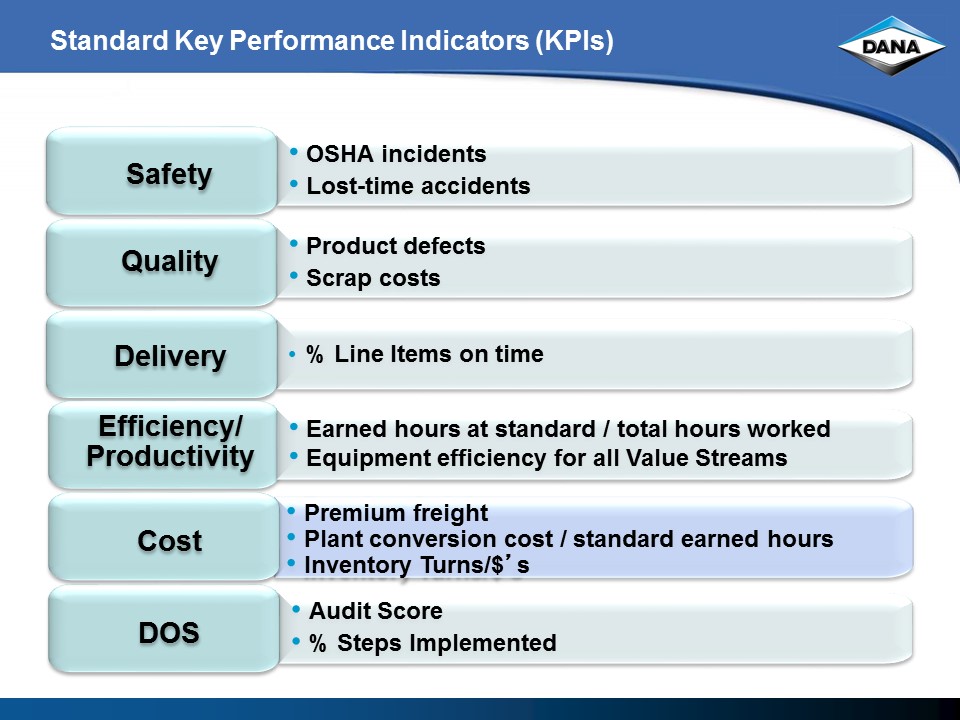
One of the core approaches that enabled this remarkable achievement was shop floor management. Coming from Toyota, Gary quickly discovered he needed standard Key Performance Indicators to have any chance of making the rapid and large improvements needed, particularly in areas related to cost reduction and freeing up cash through inventory reduction. He organized a team, including people he hired from his Toyota network, and they rapidly piloted KPIs in one plant in each global region. They ended up settling on the KPIs below.
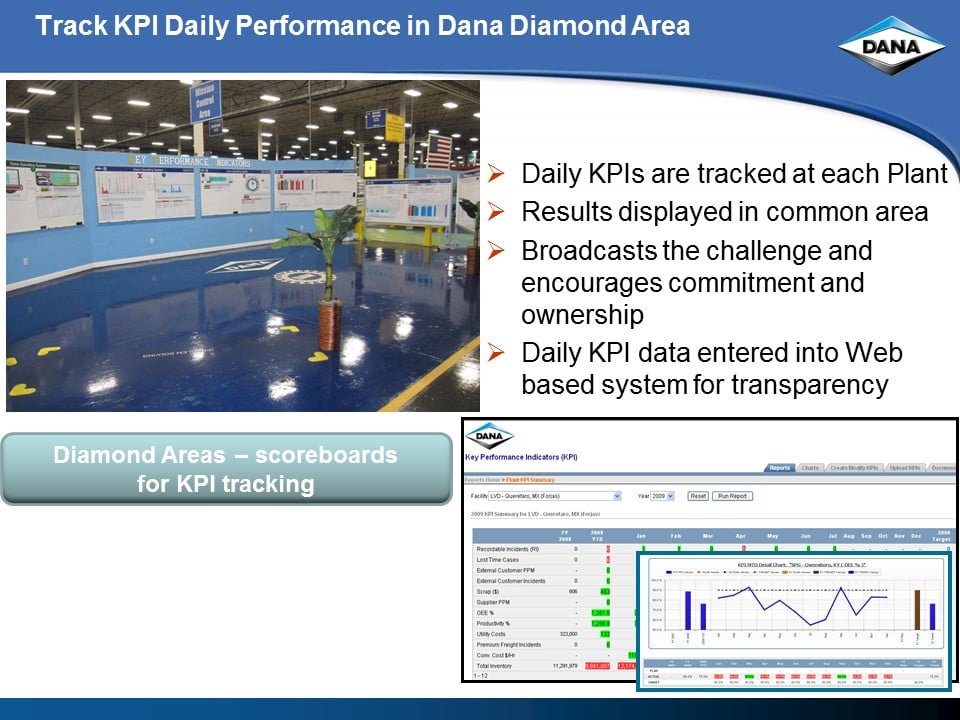
Gary knew that the KPIs were not the solution, but just one piece of the puzzle. He then required all of Dana’s 90+ plants to set up a “Dana Diamond Area” as shown in the figure below. He wanted one area centrally located that was big and gaudy that would tell the story of how the plant was doing relative to targets for improvement. There were smaller meeting areas at the department and work group level for tracking performance and developing innovative ideas to meet targets even down to hour-by-hour boards—production targets versus actual production each hour with comments.
This was to be the forum for daily meetings and the training ground for developing leaders from the plant manager to the group leader. The meeting frequency by level is summarized below.
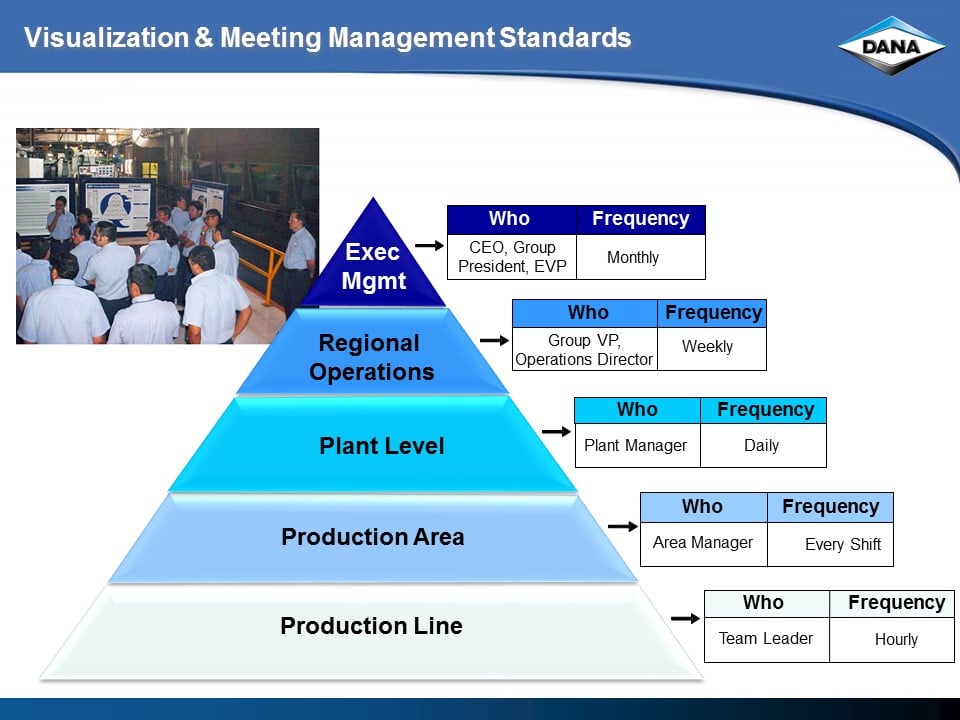
Gary was one source of coaching and he regularly traveled from plant to plant to participate in meetings and provide coaching advice. He also organized an annual planning process in which all plant managers developed a single A3 summary of their targets and plans to achieve them. He had conference calls with all managers in which he critiqued the plans and they modified them until they were acceptable. Then as plant managers worked to execute their plans, a highly skilled lean advisor spent day and night Thursday into Friday morning of every week coaching plant managers on their weekly progress. Continuous improvement champions in each region met regularly onsite to coach the leadership teams.
Make no mistake, this was trial by fire. The plant managers were under enormous pressure to produce, and do it in the right way using the continuous improvement process. Those who couldn’t, or wouldn’t, separated from the company. Those who survived experienced remarkable personal growth. They accomplished what few would have thought was possible.
So, What’s the Winning Formula?
Think of the pursuit of excellence as a function of:
Clear direction (targets and KPIs) x daily experiments to improve x quality coaching
If any of these elements is missing, do not expect the change in mindset and behavior that we hope for.
In some ways, Dana was aided by the crisis. The daily management system was imposed strongly from senior leaders with a deep understanding of how this works in Toyota. They brought all of the elements, including rigorous coaching.
Recently, I had an opportunity to visit MTU Aero Engines in Germany. They established a strong daily management system without a crisis. The Senior Vice President (SVP) of Operations personally led the transformation. They started with a program to drive out fear from the workplace. This was an educational program of coaching all levels of management to encourage and support surfacing problems that led to improvement. They then piloted the daily management system in an area of the plant focusing on one department. This was extended out over one year during which the SVP regularly met with managers across the operation, bringing them to the pilot, discussing the daily management system, and gradually persuading them to come along on the journey. In the second year of daily management, the SVP was convinced he had agreement from 100 percent of the managers and deployed 150 KPI boards throughout the shop. Working with an outside consulting firm they developed internal coaches to regularly attend meetings and provide coaching feedback to all managers from the top to the group leader.
When I visited, it was clearly a living system. They were achieving challenging targets regularly and were about to undertake their biggest challenge—20 percent growth in revenue with a 10 percent reduction in people. The reduction would happen gradually over three years, based on natural attrition. Nobody would lose their job because of this improvement process. To get this huge result was expected to take a total of five years—far more then the time Dana had to radically change. It worked without a crisis because of the personal commitment of the SVP who reported directly to the CEO. They are in the process of extending daily management to the office environment and to product development.
This winning formula works. But it requires dedicated, persistent leadership. It is a daily process, not an occasional one. The goal is not one-off projects, but establishing a culture of continuous improvement. It is the only way I know to progress toward this vision.
Dr. Jeffrey Liker is professor of industrial and operations engineering at the University of Michigan and author of The Toyota Way. He leads Liker Lean Advisors, LLC and his latest book (with Gary Convis) is The Toyota Way to Lean Leadership.
- Category:
- Industry
- Manufacturing
Some opinions expressed in this article may be those of a contributing author and not necessarily Gray.
Related News & Insights
Manufacturing
Coaching Leaders: The Key to Winning Teams in Lean Culture
Opinion
Manufacturing
Getting the C-Suite on Board with a Lean Company Transformation
Corporate News
September 13, 2013Manufacturing
How Company Culture & Leadership Impact Lean Transformation: Case Study
Industry
September 30, 2013