Coaching Leaders: The Key to Winning Teams in Lean Culture
When Caterpillar was developing the Caterpillar Production System, they did widespread benchmarking of companies with a reputation for successful lean programs. It was concluded that every successful case had work groups. Thus, work groups became a part of the recipe for Caterpillar. This prompts me to wonder, why do lean and teams seem to go together, and how can we make the teams more effective?

Teams, as opposed to individuals working in isolation, are often seen as especially important when the work being completed is complex and interdependent. Yet, Toyota uses work groups even in assembly plants where the work is highly-scripted and people work mostly independently. Why?
There are two reasons. First, Toyota wants every team member to do more than their own standardized job. They want them to improve the way they do their job. While executing the job can be individual and routine, improving work is a creative activity that benefits from collaboration. Improvement can focus on many areas including safety, ergonomics, cost reduction, productivity and reduced inventory.
Second, the assembly plant is dynamic. Automobiles are constantly being adjusted through engineering changes, new production techniques and technology are introduced, production schedules change, components are brought to the line in different ways, and so on. Toyota believes that continuous improvement is necessary to adapt to all these changes and achieve increasingly challenging performance standards.
Toyota’s work group structure appears to be very hierarchical, with extra layers. Many companies aim for flat organizations, which are said to push autonomy down to the work group-level. The ideal for many is “self-managed work groups.” It is not unusual to see one supervisor for every 30 or 40 production workers. This is celebrated as respecting the capability of workers to manage themselves. Toyota thinks the opposite is true. They see respect as developing workers, which requires coaching.
As displayed below, the Toyota work group has an additional layer called “team leaders.” These are production workers who are regularly working offline, responding to calls for help (through the famous line stopping system), checking quality, teaching new employees, checking the standardized work, and improving processes. The ideal at Toyota is daily coaching by experienced leaders who have learned how to develop people. They call this OJD (on-the-job development). On the one hand what is being developed are the skills to do the job fluidly, considering all the key points necessary for quality, efficiency and safety. On the other hand, the coach is developing the capability for kaizen.
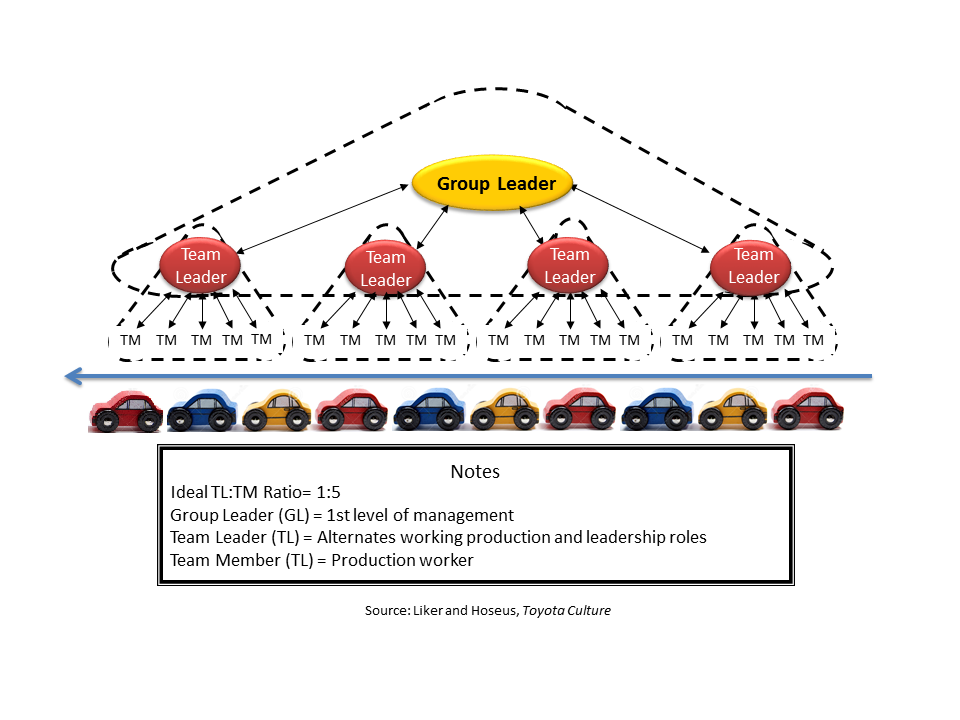 The linkage between the Group Leader, Team Leader and Team Members
The linkage between the Group Leader, Team Leader and Team Members
Kaizen, or continuous improvement, is what differentiates a good team member from a potential leader. The team member who goes the extra distance to suggest improvements to the work and work place is rewarded at Toyota. The team member who takes the initiative to form a problem-solving group to work on a challenging issue that might take months to improve is particularly well-regarded. These offline problem-solving groups have traditionally been called quality circles.
A recent visit to Toyota’s assembly plant in Derbyshire, England reminded me of the role kaizen plays in the development of leaders. They have a formal pay scale that gives different levels of raises to production team members who are all on salary. The key differentiator is the degree to which they are leading kaizen. Those who develop their capabilities for improving processes are given more challenging assignments, such as leading safety, quality or productivity teams. As they develop, they are promoted to management. Almost all of the managers and executives we met started their careers as production workers.
The role of the leader is to develop other leaders by coaching them to lead improvement. Coaching does not mean telling them what to do. It means agreeing on challenging targets and providing corrective feedback on good processes to understand the problem, identifying potential countermeasures and seeing them through to implementation, and monitoring results. It is a process of learning throughout which the leader of the effort must engage team members. It is a team effort led by a leader being carefully coached.
When we look at the Toyota hierarchy as a chain of coaching instead of a chain of command, it becomes clear why Toyota seems to have an excess of managers. Commanding means giving orders and checking that they are followed, which is not time-intensive as long as people are well-behaved. Coaching is a daily, time-intensive activity for which you must constantly be where the people are—observing, asking questions, providing corrective feedback and helping when their ideas for improvement require support from other parts of the organization. In summary, great teams need great leaders, who need great coaches!
Dr. Jeffrey Liker is professor of industrial and operations engineering at the University of Michigan and author of The Toyota Way. He leads Liker Lean Advisors, LLC and his latest book (with Gary Convis) is The Toyota Way to Lean Leadership.
- Category:
- Opinion
- Manufacturing
Some opinions expressed in this article may be those of a contributing author and not necessarily Gray.