
The original Toyota Production System had two pillars—Just-in-time and built-in quality). The foundation was heijunka which meant a leveled schedule. The reason it is the foundation is that if production volumes and mix vary wildly day by day, or worse within a day, it is almost impossible to establish a JIT system, or to highlight defects and fix them. There is simply too much instability to improve production.
JIT starts with defining the takt—the rate of customer demand—which is a key parameter in many calculations like how to set up standardized work, how to size inventory buffers, and how to set up material delivery routes. If the takt keeps changing you should be re-planning your production system constantly—which nobody wants to do or can do.
There are many ways to become more level. David Meier and I discuss a number of these in The Toyota Way Fieldbook and use the phrase “level incrementally.” What we mean by that is perfectly leveled production is an impossible dream to “implement,” but a great vision to work toward.
I was reminded of that when I met a student of Taiichi Ohno who was sent to American to run an auto parts plant that machined components for parts giant Denso. During three years in America he described his goal as to “work toward heijunka.” Now in a simplistic world one thinks of heijunka as something you implement, as in a leveled schedule, not something you struggle for years to achieve. But that was not what he had learned from the father of TPS, Ohno.
One of the most fascinating examples of heijunka is in the little-known factory of Toyota Home. Yes, Toyota builds residential houses, medium and high end, doing about $2 billion in sales per year. They are all based on modular construction with steel frames, a type of mass customization. There are a huge number of combinations of choices across models and options. Each room is a module and they move on a slow assembly line (see Figure 1 above). The rooms come out mostly finished and are materials like wiring, plumbing, and dry wall are installed on-site final right in the room. They are assembled on site like Legos with a record time from factory assembly to finished home of fifteen days.
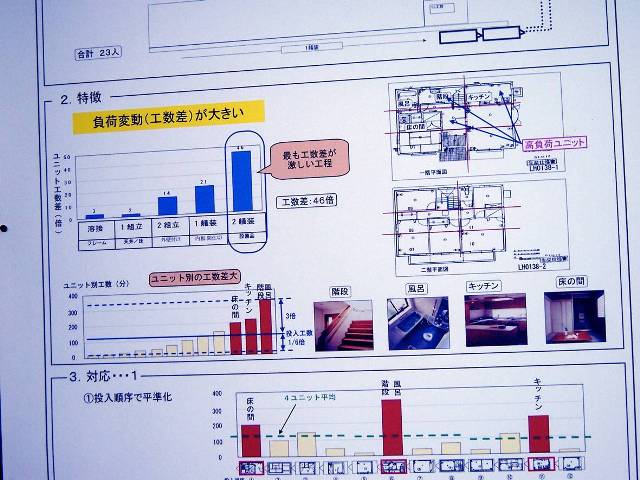
One of the biggest challenges of applying TPS was working toward heijunka as each room is different and there are so many combinations of options. So Toyota Home worked to smooth out production through deeply studying variation, understanding tasks at a high level of detail, and scheduling work so that it is relatively level (see Figure 2). For example, the kitchen takes extra time and you do not want two kitchens going down the line back to back. They keep seven days of the finished modules out in a parking lot as a finished goods supermarket which helps buffer the plant from daily changes in demand. For modules that require far too much work to fit within takt, e.g., a hand-built wooden stair case, they build these in place off the line.
I visited there in 2005 and then again in 2011. They were continuing to work toward heijunka—reducing variation. One major breakthrough was to change the policy of building all the rooms for one home in sequence to a policy of building two homes at a time with rooms intermingled. This provided more flexibility for balancing the workload of different rooms. Still after all these years they did not consider themselves leveled, but rather more leveled.
Any source of variation will reduce how level your factory is, such as wild swings in customer orders, quality defects, missing materials, and machines that break down. The benefits of heijunka in productivity, inventory reduction, and even quality are so great no factory can afford to ignore this as a vision to strive for—getting a little more level every day.
Dr. Jeffrey Liker is professor of industrial and operations engineering at the University of Michigan and author of The Toyota Way. He leads Liker Lean Advisors, LLC and his latest book (with Gary Convis) is The Toyota Way to Lean Leadership